Salut
Intra in cont sau creeaza-ti cont aici Iesi din contCe trebuie sa stii despre procedeele de sudare MIG/MAG
Martie 21, 2019
12
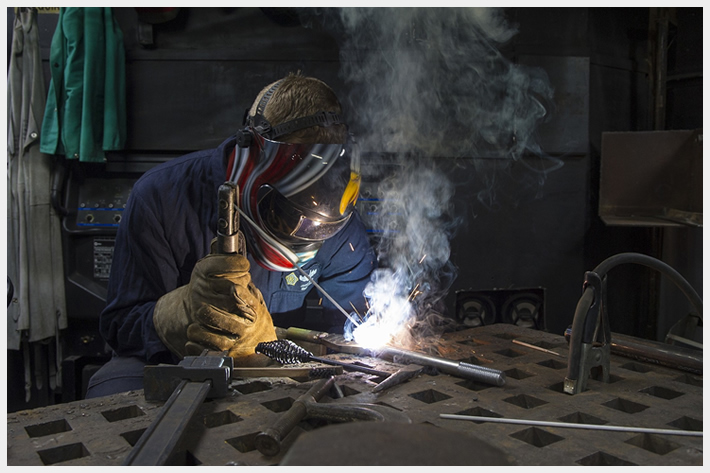
Pentru o sudura de calitate ai nevoie de unelte performante si o masca sudura automata care sa te ajute sa iti faci treaba cat mai bine. Procedeul de sudare MIG/MAG este unul relativ simplu si rezultatul va fi un cordon de sudura neted si rezistent, iar viteza de sudare mai mare in comparatie cu celelalte procedee de sudura.
Cu toate acestea, inainte de a cumpara un aparat de sudura MIG/MAG, trebuie sa cunosti atat cum functioneaza cat si care sunt factorii care te ajuta sa faci o treaba buna.
Procedeul de sudare cu un aparat MIG/MAG face parte din grupa procedeelor de sudare prin topire, in mediu de gaz protector, cu electrod fuzibil. In acest caz, gazul protejeaza baia de metal topit de atmosfera (oxigen, apa, alte elemente care pot influenta caracteristicile cordonului de sudura).
Un aparat de sudura MIG/ MAG topeste un fir metalic pentru a uni doua suprafete, iar cordonul de sudura este protejat cu ajutorul unui gaz inert - MIG, sau activ - MAG. In functie de materialul pe care urmeaza sa il sudezi, poti apela la:
- Gazele inerte MIG pentru sudarea pieselor din aluminiu, cupru, titan sau magneziu. In aceasta categorie regasesti si argonul, heliul sau amestecuri dintre cele doua.
- Gazul activ MAG este dioxidul de carbon sau amestecuri dintre acesta si argon. Acesta il folosesti la sudarea otelurilor obisnuite din constructii.
Prin sudura MIG/MAG poti suda materiale metalice cu o grosime de peste 0,4 mm si nu exista o limita maxima. Este important ca atunci cand sudezi piese mai groase de 6 mm, acestea sa fie sanfrenate. Unghiul sanfrenului se incadreaza in general intre 20 grade si 35 grade.
Avantajele procedeului de sudura MIG/MAG:
- Vei obtine o sudura rezistenta, chiar si in cazul unor materiale subtiri. Mai mult, poti suda o gama larga de materiale, la grosimi de peste 0,4 mm.
- Are o viteza mare de sudare si un aspect al cordonului de sudura foarte bun. Il poti manevra usor si poti suda in orice pozitie la o viteza mai mare.
- Procedeul combinat dintre electrod fuzibil (in cazul nostru sarma la rola) si gaz, te ajuta sa realizezi o sudura curata, neteda si fina. Imbinarile obtinute vor fi rezistente indiferent de grosimea materialului.
- Aparatele de sudura MIG/MAG se bucura de emisii de fum reduse si iti da posibilitatea sa urmaresti baia de sudura in permanenta, intrucat lipseste zgura.
Dezavantaje procedeu de sudura MIG/MAG:
- Aparatele de sudura MIG/MAG presupun o investitie financiara mai mare, comparativ cu un aparat de sudura cu electrolizi.
- Este recomandat sa utilizezi acest aparat in spatii ventilate din interior, pentru a reduce riscul de aparitie a defectelor in cordonul de sudura datorita curentilor de aer din exterior. Fluxul de gaz utilizat pentru protectia baii de metal depus si fumul rezultat din procesul de sudare trebuie eliminat cu ajutorul ventilatiei pentru a asigura protectia sudorului.
Mai jos, discutam toti factorii pe care trebuie sa ii ai in vedere atunci cand utilizezi un aparat de sudura MIG/MAG.
1. Pregateste materialul de baza
Pregatirea corecta a materialului este un pas important pentru a obtine o sudura de calitate. In functie de tipul de material, grosimea sa sau netezimea suprafetei vei pregati baza de lucru. Acestea influenteaza sudura, tipul de material de adaos si calitatea procedeului. Foloseste un degresant sau un solvent pentru a curata suprafata daca este cazul (pentru eliminarea vopselor sau a grundurilor). Apoi, cu o perie de sarma sau un polizor indeparteaza impuritatile si oxizii. In final, asigura-te ca fiecare tabla este asezata in pozitia corecta, cu un spatiu cat mai mic posibil intre ele in cazul tablelor subtiri iar in cazul tablelor groase se recomanda o distanta mai mare. Exemplu: la table de 6 mm grosime imbinate cap la cap se recomanda o distanta de 2-3 mm.
2. Alege materialului de adaos
Pasul urmator este sa alegi materialul de adaos potrivit materialului de baza. Sarma cu care vei lucra va dicta si calitatea sudurii, asa ca este important sa alegi corect. Utilizeaza sarma care are o compozitie chimica cat mai apropiata materialului de baza si tipului de gaz protector folosit. Diametrul sarmei il alegi in functie de grosimea materialului ce urmeaza sa il sudezi. Exemplu: table de otel carbon cu grosime de la 1 mm pana la 4 mm sarma de 0,8 mm, table 2 mm- 6 mm sarma de 1 mm, table 3 mm – fara limita 1,2 mm.
3. Regleaza gazul de protectie
Alegerea corecta a gazului de protectie se va vedea in aspectul si proprietatile mecanice ale cordonului de sudura. Astfel ca, in functie de lucrare, ai de ales intre anumite amestecuri de gaz. Pentru materiale subtiri, unde lucrezi cu un amperaj mic, un amestec de 82% argon şi 18% CO2 este eficient si ofera protectie suficienta baii metalice. In cazul in care sudezi aluminiu, cel mai bun gaz este 100% Ar. Pentru otelurile inoxidabile sau slab aliate foloseste amestecuri de Argon (0,05-5%) si diferenta CO2.
4. Regleaza viteza sarmei si tensiunea
Parametrii ca viteza de avans a sarmei si tensiunea sunt cei ce te ajuta sa obtii un cordon de sudura de calitate. O parte a aparatelor de sudura MIG/MAG ofera setarea sinergica. Adjustarea lor este automata in functie de arcul electric, de multe ori chiar in timpul sudarii. Poti corecta si lungimea arcului. Tine minte ca un arc scurt permite o viteza destul de ridicata de sudare, insa apare riscul de stropi, iar patrunderea este mai mica in comparatie cu sudarea in regim spray arc. Un arc lung si spray arc, permit o viteza de sudare mai mare (randament de depunere ridicat), dar pot aparea probleme tehnice cum ar fii aparitia santurilor marginale, datorita energiei mari degajate de arcul electric.
5. Ai grija la unghiul de sudare si viteza de deplasare
O metoda ce iti permite sa obtii o cusatura putin bombata si usor de urmarit este tehnica de impingere a baii sudate. Astfel preincalzesti metalul in fata sudurii si facilitezi curgerea baii in directia de deplasare. Pentru a obtine suduri mai inalte, tine pistoletul inclinat catre baia metalica si indeparteaza catre metalul de baza. Regleaza unghiul in functie de aplicatie si materialul cu care lucrezi.
In cazul sudurii, amperajul influenteaza viteza de deplasare. Atunci cand sudezi cu un curent mare, mareste viteza de deplasare ca sa nu arzi materialul. Ai grija sa mentii mereu viteza si distanta dintre duza de contact si piesa, constanta. Nu uita sa urmaresti baia metalica mereu, astfel incat sa se solidifice uniform pe tot parcursul sudurii.
In cazul in care apelezi la procedeul de sudura MIG/MAG, alegerea materialelor potrivite si setarea corecta a parametrilor te vor ajuta sa faci o treaba buna. Noi iti punem la dispozitie aparate de sudura MIG/MAG compacte sau cu sisteme complete, pentru uz profesional, casnic sau industrial.
Daca ai nevoie de ajutor in alegerea echipamentului necesar ne poti contacta aici. Trimite-ne intrebarile tale si noi vom incerca sa iti raspundem in timp util.
Distribuie pe Facebook
Distribuie pe X
Distribuie pe Pinterest



Alegem tipul de gaz in functie de aplicatie. De exemplu, sudarea otelului se face cu un gaz mixt CO2 + Ar, unde concentratia de Argon poate fi intre 16%-24% sau CO2 100%. In functie de tipul de gaz selectat caracteristicile arcului sunt diferite. De regula, daca clientul achizitioneaza sarma de sudare din gama noastra, putem sa-i indicam tipul de gaz necesar. De asemenea, daca transmite furnizorului de gaze care este aplicatia, acestia stiu sa indice tipul de gaz necesar.
Pentru a suda este nevoie de:
- Butelie de gaz (poate fi de capacitate diferita: 10 litri, 20 litri etc.)
- Reductor, rolul acestuia este sa livreze (sa lase sa treaca gaz) gaz la presiune mica cu un debit reglabil.
- Furtunuri speciale pentru gaze Argon CO2, acestea trebuie sa reziste la presiuni de peste 10 Bari.
Furtunul se conecteaza la aparatul de sudare.
In principiu, debitul de gaz se regleaza in functie de:
- diametrul duzei montate pe pistolet
- fluxul de aer din zona in care se sudeaza (daca sunt curenti de aer se seteaza un debit mai mare)
- forma piesei pe care o sudam (sudarea la colt pe interior putem seta un debit mai mic, iar la sudarea pe colt la exterior trebuie setat un debit mai mare)
La o duza cu diametrul interior de 16 mm trebuie utilizati cca 20-22litri/minut, iar daca nu sunt curenti de aer puternici in hala se poate si cu 18litri/minut.
Partea cu tipurile de oteluri e putin mai complicata, este nevoie de tipul de material si pozitii sudare pentru un raspuns.
La otel, in general, recomandam amestec, 18%CO2, iar diferenta Ar.
-- ce parametri de sudura se folosesc in Romania
--- pentru vertical,
--- pentru orizontal si
--- peste cap.
De exemplu, in principiu, cu un electrod rutilic Omnia 46 (la diametrul de 2.5 mm, 85A, polaritate DC-), se poate suda excelent peste cap si vertical descendent cu 90A, polaritate DC-
https://www.sculesiechipamente.ro/electrozi-rutilici-omnia46/
In principiu, viteza de avans a sarmei trebuie corelata cu tensiunea setata la aparatul de sudura. Daca ne dati si alte detalii, de exemplu ce tip de aparat de sudura folositi, ce material sudati, ce grosime are materialul, ce tip de sarma utilizati, poate va putem oferi mai multe detalii.
P.S. am un aparat MIG 200 TRIO SINERGIC .
Multumesc.